服务电话:
-
13587087712 张经理(同微信号)

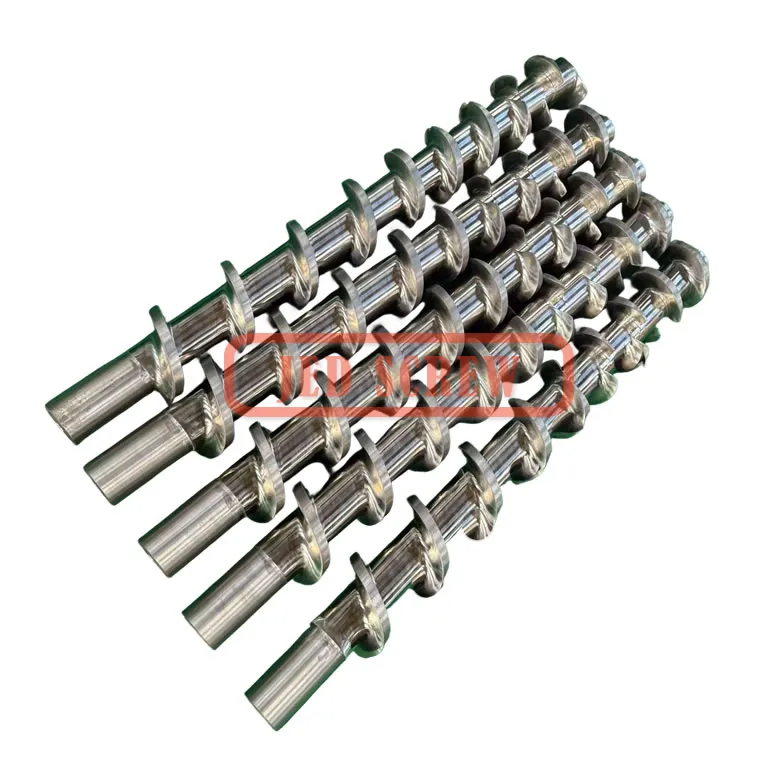
真空吹塑挤出机螺杆机筒










产品参数
JED SCREW 杰德螺杆
吹塑螺杆结构有普通型和高屈率型,长径比为24:1、25:1、28:1、30:1、32:1。螺杆压缩比与型坯头压缩比相结合,满足挤出过程中物料温度的可控性、物料塑化度的可控性、出料端物料流动的稳定性。合理的剪切和分散元素使助剂和材料揉捏更均匀,不同长径比的组织也不同。例如分离螺杆:经过多次实验,将二次边缘拉到合理的位置,可以解决进料、压缩、螺杆干燥过程中产生的气体杂质。为适应高产量螺杆和粉末进料,机筒进料段设有开槽衬套和强冷水循环,增加摩擦力,提高螺杆的抽水能力。
螺杆结构
适用于PE、PP、ABS、PET、PETG、PA等。
适用于以下型号异形件吹塑机:
椅背、底座、托盘、汽车水箱、工具箱等尿
素、化工堆垛桶机
日化洗瓶吹瓶机
食品饮料吹瓶机
公路设施吹瓶机

吹塑机螺杆机筒的安装工艺及注意事项
- 机筒螺杆的安装
- 首先,在安装前,应提前将备用螺丝与机筒一起安装。为防止螺丝在机筒内滑动,请勿先拆下固定引线。为了安全起见,可以在进料口中间夹一小块木头。然后将其吊起到机筒的原始位置,固定好,并连接储料头和进料段。
- 机筒安装好后,将减速机吊回塑料吹塑机的框架上。安装前,在减速机主轴连接套和螺杆手柄处加点润滑脂,防止生锈,方便下次拆卸。该部件需要特殊的螺丝拆卸工具进行安装。我公司的螺丝手柄采用安装螺丝孔制成。安装时,将螺钉插入减速机主轴内孔,将螺钉拧入螺钉安装螺丝孔中,然后对准减速机与螺钉的键槽位置,将螺钉穿过螺母安装,拉入减速机。
- 完成上一步后,下一步就是连接各个部分。首先,固定吹瓶机设备和减速机的螺栓,安装固定减速机和进料段的螺栓,连接联轴器和挤出电机,安装加热器和接线。此步骤必须确保每个部件的正确安装和连接。
- 下一步是安装喂料装置。首先,检查各接线、螺栓和吹塑机设备的连接情况,然后加热机器进行测试。
- 检查和修理挤压电机时,可以更换减速机的润滑脂。
- 筒形螺杆使用注意事项
- 每种塑料都有理想的塑化加工温度范围,机筒加工温度应控制在接近该温度范围。颗粒状塑料从料斗进入料筒,首先到达进料部分。进料段不可避免地会发生干摩擦。当这些塑料加热不够,熔化不均匀时,很容易造成机筒内壁和螺杆表面的磨损增加。同样,在压缩段和均质段,如果塑料的熔融状态无序、不均匀,也会造成磨损增加。温度严重不足时禁止转动螺杆。
- 应适当调整速度。因为有些塑料添加了增强剂,例如玻璃纤维、矿物或其他填料。这些物质对金属材料的摩擦力通常比熔融塑料的摩擦力大得多。在挤出这些塑料时,如果使用高速,在增加塑料剪切力的同时,增强材料也会相应地产生更多的撕裂纤维。撕裂的纤维含有锋利的末端,大大增加了磨损力。当无机矿物在金属表面高速滑动时,其刮擦效果也不小。因此,速度不宜调整得太高。
- 清除塑料上的碎屑。一般来说,原包装购买的新鲜塑料中没有杂物,但经过运输、称重、干燥、混色,特别是添加回收材料后,可能会混入杂物。小金属屑、大加热线圈、螺母、回形针、螺栓等,混入机筒内,螺杆的损坏不言而喻(当然,机筒也会同时损坏),甚至螺杆被卡住。在强扭矩下,螺杆断裂,机筒法兰顶部变形,因此需要对进料进行严格的管理和监控。
- 塑料中所含的水分对螺杆表面的磨损有一定的影响。如果塑料相对潮湿,则在挤压前水分不会完全去除。当残余水分进入螺杆的压缩段时,它会形成高温高压的“蒸汽颗粒”,这些“蒸汽颗粒”预先在熔融塑料中熔化和混合。随着螺杆在挤出过程中的前进,从均质段到螺杆头,这些“蒸汽颗粒”在挤出过程中被解压膨胀,就像细小的杂质颗粒一样,对壁面有摩擦和破坏作用,对挤出产品的质量也有很大的影响,进料也不稳定也会出现。
常见问题:
我们可以提供哪些类型的产品?
我们通过哪些物流运输?
可以根据我们的要求定制吗?

我们的订购流程是怎样的?
售后服务包括哪些服务?